Did you know that low-pressure powder injection molding dates back to the 1970s? It served to make wire strain reliefs. Although the automotive industry first accepted low-pressure molding, it quickly spread to other areas. Today, you’ll find it in wire harnesses, military, and other products. It’s useful for any unit that needs protection from dirt and other environmental factors. Then, why is low-pressure injection molding getting so popular? Here is what you should know about this procedure!
Table of Contents
- The Basics of Low-Pressure Molding
- The Process of Low-Pressure Molding
- Which Resins Should You Use in Low-Pressure Molding?
- Low-Pressure Molding Benefits
- Low-Pressure VS High-Pressure Injection Molding
- Conclusion
The Basics of Low-Pressure Molding
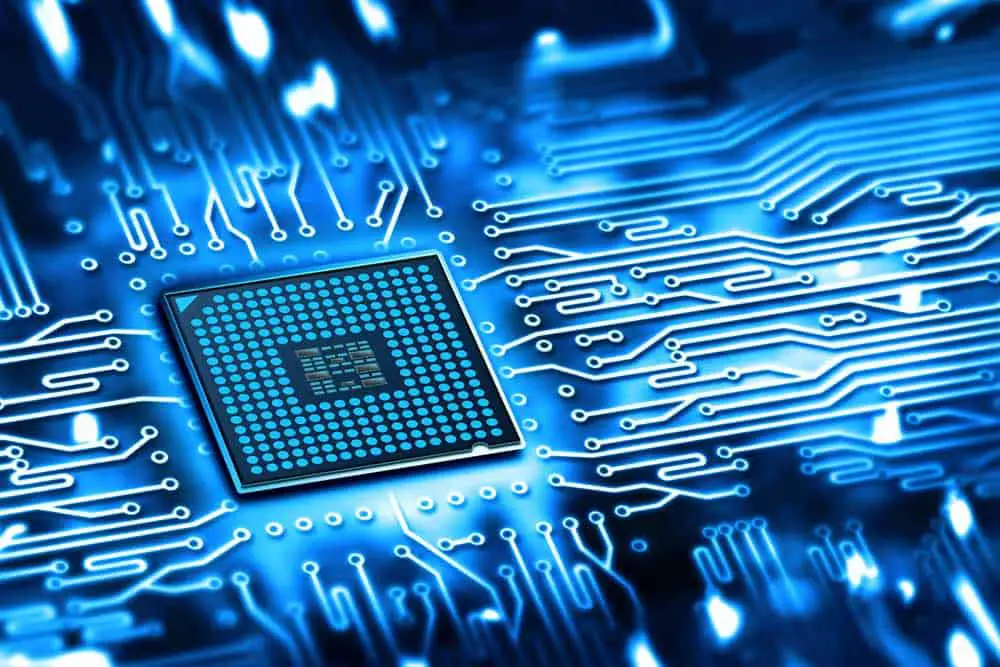
Caption: A circuit board
Circuit boards and other electronic parts need to remain safe from environmental factors. Dirt and other debris can affect their performance and longevity. It’s why the industry resorts to pressure molding solutions, and it involves encapsulating parts for their protection.
Low-pressure plastic injection molding is a variation of the conventional over-molding process. The experts looked for a way to lower the pressure and temperature when encapsulating electronic components. So, they got hot-melt materials, including polyolefin and polyamide, which brought them the desired results and sped up the process.
The Process of Low-Pressure Molding

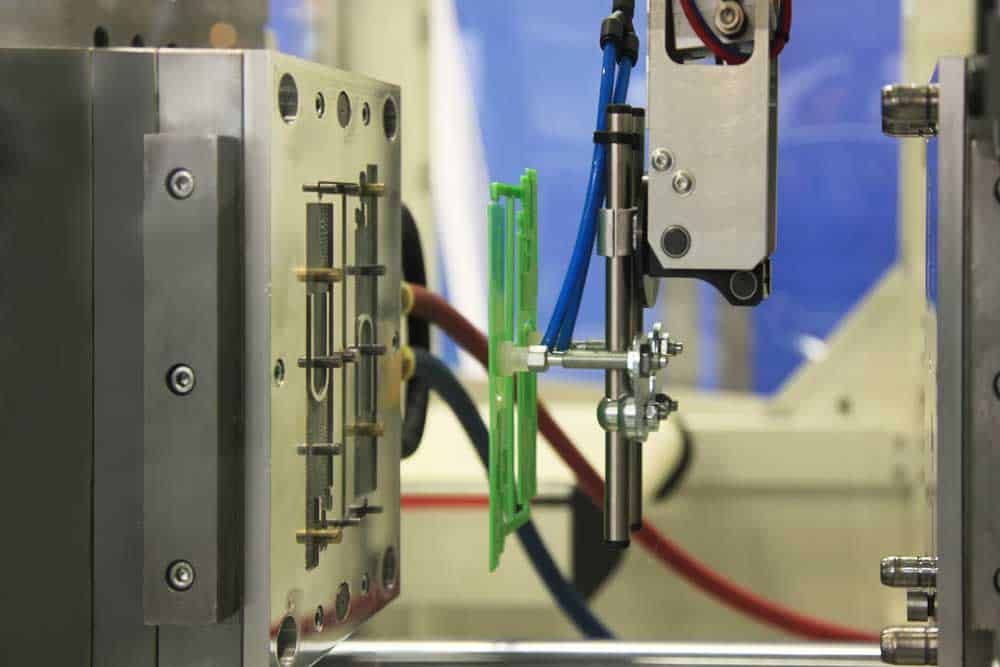
Caption: Injection molding machines
First, you need to choose suitable raw materials. Polyamide is a common choice because it has optimal molding properties. Its processing temperatures go from -50C to 150C, which is -58-302F.
Here is a quick explanation of the molding cycles:
- First, you heat the thermoplastic materials until they become liquid. That should happen at around 180-240C (356-464F)
- Next, use low pressure to inject the material into the mold set. The pressure shouldn’t go above 3.5-14bar (50-200 psi).
- You’ll find the material flowing into the cavity. The flow rates vary, but they’ll go around the component.
- It shouldn’t take more than a few seconds to fill the cavity. Furthermore, the polyamide materials start cooling immediately, and it shouldn’t take more than 45 seconds to turn entirely cool.
- Make sure to continue applying molding pressures. As the material cools down, it shrinks. So, extra pressure serves to compensate for that.
If you prepare the mold set correctly, the part won’t mind the temperature range. So, if the heat gets high, the cavity will absorb most of the heat. Therefore, there is no damage to the part you are molding.
Which Resins Should You Use in Low-Pressure Molding?
You can go with two material types for a pressure molding process, and the choice comes down to epoxy and polyurethane. If you want to know how to pick a better one, here is an overview of both!
Epoxy Resins

Caption: An illustration of epoxy resin stabilizing
Epoxy has been around for decades because it offers excellent protection. Apart from being durable, it also doesn’t shrink much. Therefore, you’ll find the actual pressure molding process easier. Epoxy works well at high-heat levels, and it’s a strong adhesive. On the other hand, the curing process takes time. If you use fast hardeners to speed it up, you’ll notice more heat, which might damage the parts and lead to mechanical stress.
Polyurethane Resins
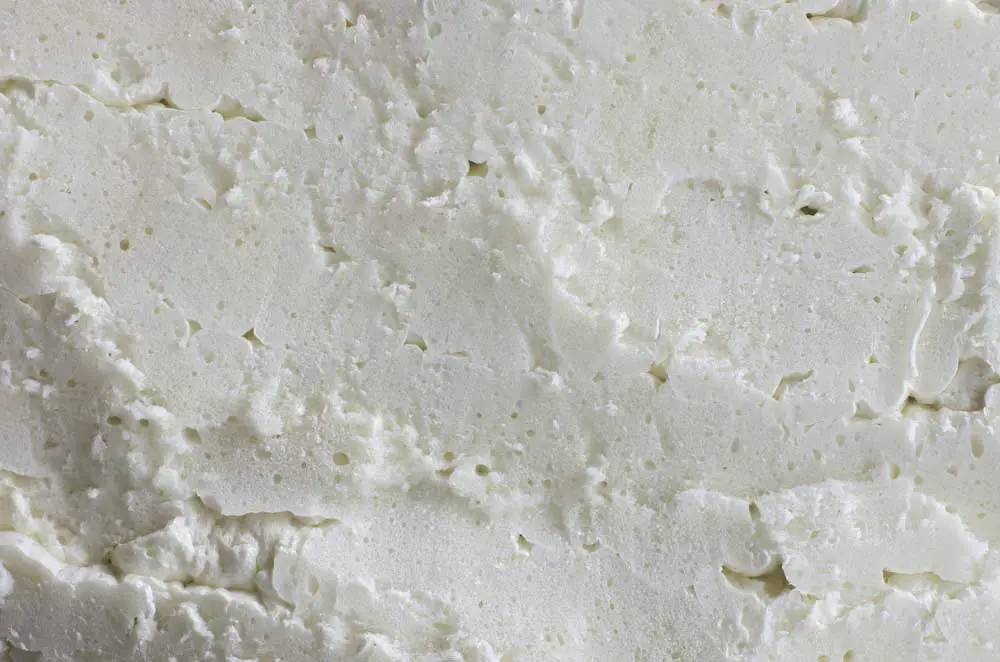
Caption: A close-up view of polyurethane foam
If you have delicate parts, the experts recommend polyurethane pressure molding materials. That’s because they remain rubber after the curing process. You can get faster cycle times with PU. Furthermore, it’s easy to choose gel time and usable life. The temperature range during a short cycle time shouldn’t be a problem.
Caption: An injection molding machine ejects a finished part
Low-Pressure Molding Benefits

Caption: Injection molding machines
Why would you use low-pressure molding systems? They come with multiple advantages, including:
- It’s suitable for sensitive parts. Some electrical components are fragile, and that’s where molding helps to protect them from the environment.
- There’ll be no waste. Polyamide materials are recyclable, and you can use almost 100% of scrap again.
- It’s an excellent option for short runs. The aluminum molds don’t cost much, and therefore, they are cost-effective in the short term.
- There’s a fast turnaround, and that includes both molds and the tooling.
- It was a faster and less-toxic process.
Low-Pressure VS High-Pressure Injection Molding

Caption: Injection thermoplastic machine close-up
First, the apparent difference is in pressure levels. The high-pressure method needs 25,000PSI, and if you use it on sensitive parts like circuit boards, you’ll damage them. So, the low-pressure approach is the only suitable for these components.
Check out the table below for a detailed comparison between the two options!
| Feature | Low-Pressure Molding | High-Pressure Molding |
| Temperature | 180-220C | 185-300C |
| Pressure | 25,000PSI | 100PSI |
| Clamping Pressure | 28-1,000 tons | 28-1,000 tons |
| Material Viscosity | 5g at a 10min flow rate | 5g at a 10min flow rate |
Conclusion
Low-pressure molding is the option to use if you are working with sensitive electrical parts. It ensures you protect them and maximize their longevity while avoiding any damage in the process. At Cloom, we have years of experience in low-pressure injection molding to serve the cable assemblies. If you need any tips or custom cables for your application, feel free to contact us today!